The emerging medium and high-grade building material decoration industry at home and abroad puts forward higher requirements for the required metal decoration materials, that is, the edge arc radius of the bent metal sheet workpiece is required to be as small as possible, and the metal sheet shakes the surface of the workpiece without refraction. ; It is required that the bending section shape of the sheet metal workpiece is more complicated, which can better reflect the designer’s trendy design style.
As shown in Figure 1 several metal sheet metal workpieces.
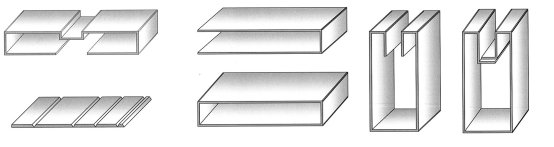
- At present, the traditional forced bending method and free bending method, and even the three-point bending process, can no longer bend the sheet metal workpiece as shown in Figure 1. The bending machine alone can no longer satisfy the designer. The design requirements of the design can not reach the grade and decorative effect of middle and high-end decoration.
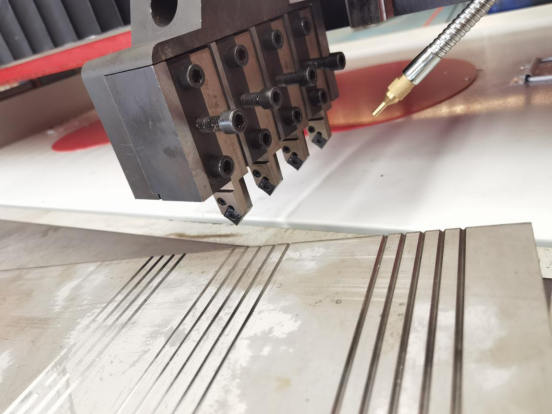
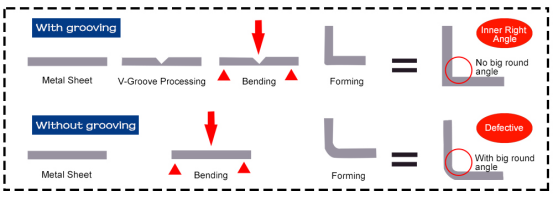
- As a result, a novel bending process came into being: first V-grooving the thin metal sheet, and then bending.
一、Process characteristics of V-grooving the metal sheet before bending
- The edge of the workpiece after bending has a small round radius and no refraction It can be seen from the bending process that the arc radius of the edge of the workpiece after bending is in direct proportion to the thickness of the workpiece to be bent. Because the thin metal sheet is V-grooved, the thickness of the remaining sheet is only the original Half of the thickness of the sheet material, or even smaller, makes the edge arc radius of the workpiece after bending proportionally reduced. And because the thickness of the remaining sheet after V-grooving is small, the deformation force during bending is also small, and it will not spread to affect the unbent area, so the surface of the sheet metal workpiece after bending has no refraction. This satisfies the special requirements of high-end decoration in hotels, restaurants, restaurants, commercial buildings, banks, airports and other places.
- Reduce the bending force required for sheet bending It can be seen from the bending process that the bending force of the sheet metal is also proportional to the thickness of the sheet to be bent. After the thin metal sheet is V-grooved before bending, the thickness of the remaining sheet is about the original There is half the thickness of the sheet, or less, so that the bending force required for bending the sheet is reduced accordingly, so that the long sheet can be bent on a smaller tonnage bending machine. It can reduce equipment investment and save energy.
- Some special material types cannot be bent into shape on ordinary bending machines, or specially designed complex molds are required to complete the work. However, by controlling the depth of the V-grooving of the thin metal sheet, this special bending material type can also be bent and formed on an ordinary bending machine with a general mold. The specific method is: control the remaining sheet thickness of the V-groove in the last bending process to about 0.3 mm, so that the rebound angle of this bending process is small, and the rectangular tube will not rebound and deform after being formed.
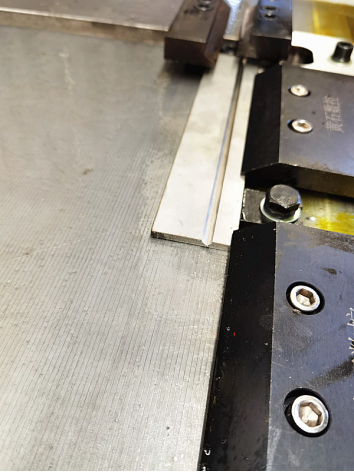
- Position the length of the bending side before bending Through the shallow V-shaped groove of the thin metal sheet, it can be used to pre-position the length of the bending side before bending, and then bend according to the pre-marked V-shaped groove on the bending machine, so as to ensure the folding The length of the flange is accurate and can replace the back gauge function of the CNC bending machine. Of course, the premise is that the positioning accuracy of the V-grooving machine must reach ±0.05 mm.