HOGI Stainless steel Pipe Duct Chimneys Automatic 4 Roll Plate Bending Rolling Production Line.
Raw Material Preparation
The selection and preparation of raw materials form the foundation of production. Double-walled stainless steel insulated chimneys primarily use stainless steel sheets and insulation materials. For stainless steel sheets, high-quality 304 or 316 grades are typically selected, as these materials offer excellent corrosion resistance and high strength. Insulation materials commonly include rock wool and glass wool, which have low thermal conductivity and effectively reduce heat loss, providing excellent insulation performance. Upon arrival at the factory, raw materials undergo rigorous quality inspections to ensure all specifications meet production standards. Only materials that pass inspection are allowed to proceed to subsequent production stages.
Inner Liner Fabrication
Cutting: Based on design requirements, CNC laser cutting machines are used to cut the stainless steel sheets into the appropriate sizes and shapes. CNC laser cutting machines offer high precision and efficiency, ensuring accurate dimensions for the cut sheets and providing a solid foundation for subsequent processing.
Grinding: After cutting, the edges of the sheets are ground. This step is crucial as it removes burrs and sharp edges, preventing injuries to operators during subsequent processing, while also ensuring welding quality and producing smoother, stronger welds.
Automatic Rolling and Welding: The ground sheets are rolled into cylindrical shapes using a CNC 4-roll plate rolling machine, followed by welding. Quality must be strictly controlled during the welding process, using appropriate welding techniques and parameters. For example, for thinner stainless steel sheets, TIG welding or laser welding can be used to ensure aesthetically pleasing, high-strength welds; for thicker sheets, processes such as submerged arc welding may be required. After welding, the welds must undergo visual inspection and non-destructive testing to ensure there are no defects such as porosity or cracks.
Outer Cylinder Manufacturing
The manufacturing process for the outer cylinder is similar to that of the inner cylinder, involving the same steps of cutting, grinding, rolling, and welding. However, during the fabrication of the outer cylinder, assembly precision with the inner cylinder must be considered to ensure uniform gaps between the two, thereby guaranteeing thermal insulation performance.
Insulation Layer Filling
Insulation material is filled between the inner and outer cylinders. During filling, the insulation material must be distributed evenly to avoid voids that could compromise thermal insulation performance. After filling, the insulation layer may need to be compacted to make it more dense.
Final Assembly and Inspection
The inner and outer cylinders are assembled, and components such as flanges and supports are connected. Once assembly is complete, the entire chimney undergoes comprehensive testing, including dimensional checks, leak tests, and thermal insulation performance tests. The product is only released from the factory once all test results meet the required standards.













HOGI Metal cylinders Automatic Rolling Production Line
HOGI Stainless steel Pipe Chimneys Automated Rolling Production Line
Fan HVAC FAN complete sets of welding equipment
Angle steel flange automatic welding
Electromechanical pipeline welding equipment
Duct coil rolling welding automatic production line

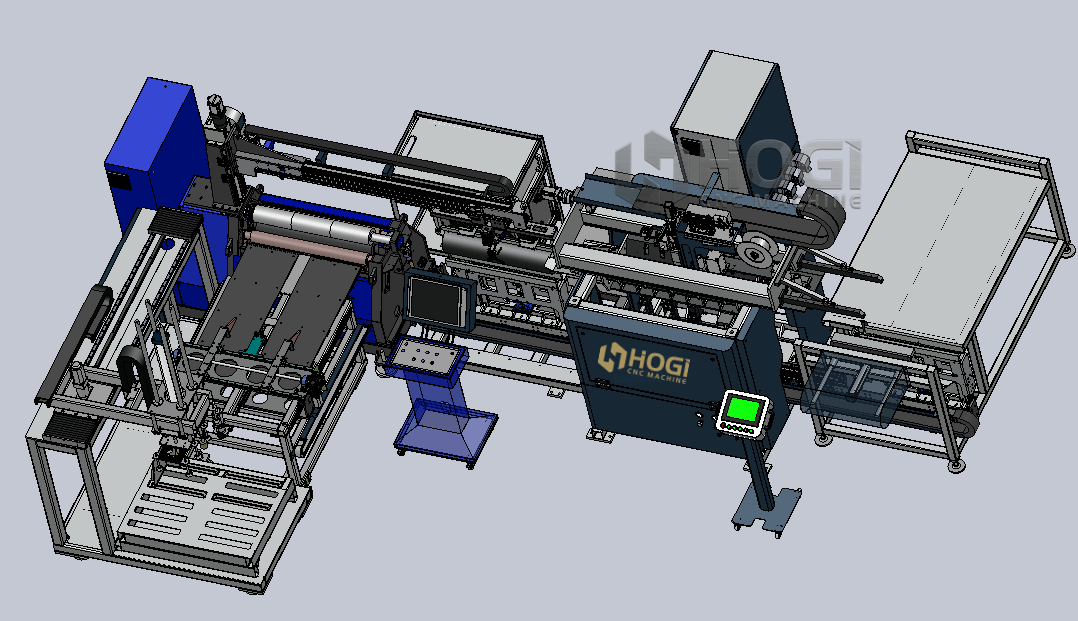
CNC Rolling round production line equipment consists of: hydraulic material frame, leveling machine, laser cutting, conveying platform, hydraulic 4-roller rolling round machine, discharging platform, vertical straight seam welding and other structures. It is used to replace the manual opening, rolling round, welding, the equipment is simple to operate, easy to use. High production efficiency.
The equipment can monitor the operation process in real time during the operation, and numerous rounding process parameters can be set in the touch screen. The equipment operating platform has buttons for start, stop and emergency stop.
HOGI Hydraulic CNC 4-roller roll forming machine:
This part is for roll forming function, which is composed of upper shaft, lower shaft and side shaft respectively. Shaft material is 42CrMo, surface medium frequency treatment, heat treatment hardness is HRC54~56, hard chrome plating treatment after finishing, to ensure the surface finish of 0.8.
The machine is provided with rotary driving force by hydraulic drive unit. The lifting and lowering of the clamping and side rollers are realized by cylinders, each axis consists of two cylinders, and the lifting and lowering synchronization function of each axis is realized by the hydraulic balancing system and electrical control system.
The equipment also has the function of picking beam, which is convenient to roll different specification size cylinders and prevent the overlapping of the winding mouth. With automatic discharging function, the finished rolled products will be pushed out to the liftable receiving platform by the automatic discharging mechanism.
HOGI Small diameter pipe chimney Automated Rolling Welding Production Line

Hogi Main Parameters and Requirements:
Overall weight | 15T | |
Overall dimensions | L×W×H (19000*10100*3000)mm | |
Workpiece Material | Stainless steel, Carbon steel | |
Welding Requirements | MIG Welding | |
Workpiece Size | Diameter: Length: Wall thickness: Weight. | 100-1000mm 300-1500mm 0.5-6mm(Customized according to different plate thickness) M<0.5T |
Weld form | Pipe Cylinder Straight Seam(Customizable) | |
Rolling accuracy | The roundness error of the opening and closing of the rolled plate is within ±10mm. | |
Misalignment of ends | Misalignment error within ±1mm | |
Welding quality | Gas-shielded welding is solid, uniform weld seam, no welding through, impact resistance and no Cracking. | |
Production efficiency | Diameter 100mm, height 1250mm, thickness: 0.5mm, for example, 6000mm/Min | |
Work environment | Temperature range: -10~50℃ Relative humidity: ≤75% (long-term), 90% (short-term, no condensation) Electricity Network fluctuation: ± 10% Altitude: below 1000m | |
Workflow | Leveling 30 seconds – Laser cutting 20 seconds – Rounding 50 seconds – In-feed welding 90 seconds – Out-feed 30 seconds (for 600 diameters) | |
Welding process:
Welding method | Adopting argon arc welding horizontal welding process to obtain beautifully shaped welds. |
Protective gas | Protective gas is 100% Ar |
Weld cleaning | Clean oil, burrs and other impurities within 20mm from both sides of the weld. |