Design and Cutting:
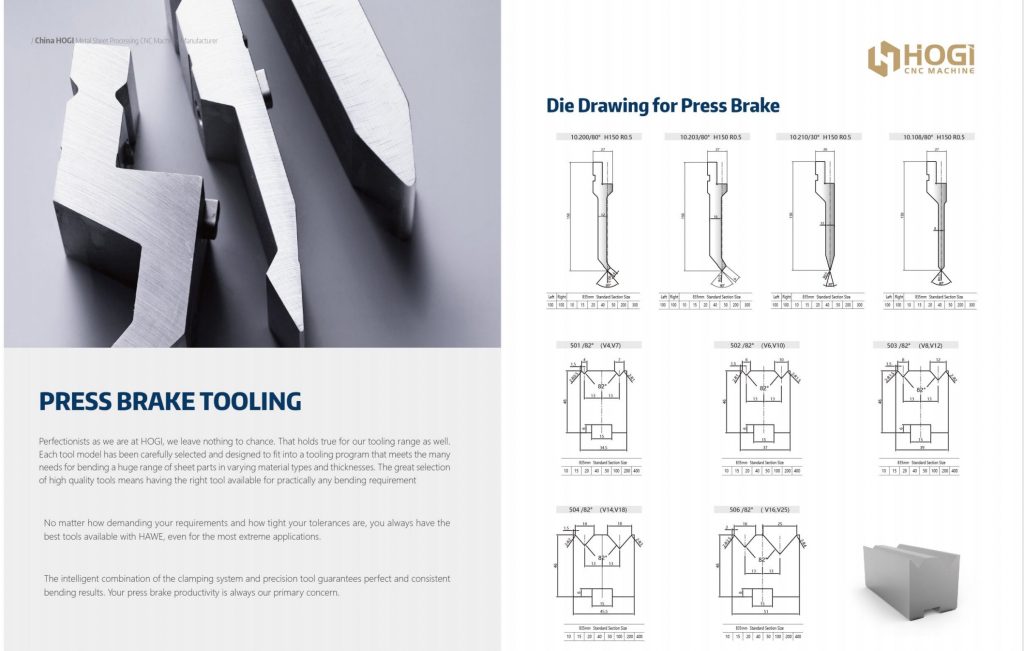
Order Confirmation + Drawing Design: Create 3D drawings using CAD/UG based on the customer’s specifications for sheet thickness, angle, length, and machine model. Specify: Upper die angle (primarily 88°), lower die V-groove width, total length / sections, height, and cutting edge radius.
Material Selection:
Mainstream: 42CrMo (HRC 52–56), followed by Cr12MoV and T8/T10.
Cutting (sawing):
Allow for machining allowances based on the blank dimensions (2–5 mm on each side).
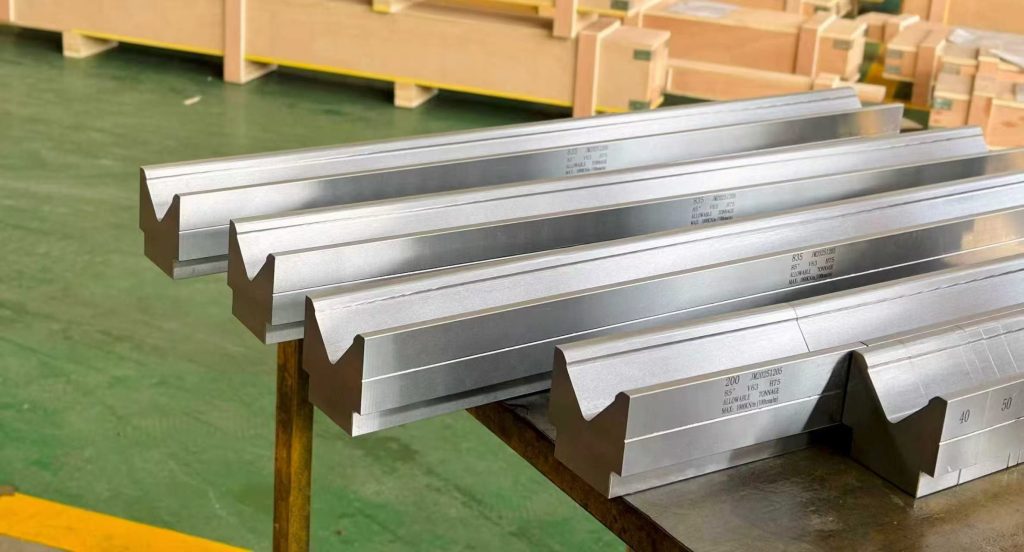
Common dimensions: Length 835 mm, width 40–80 mm, height 40–150 mm. (Can be Segmentation)
Raw Forging:
High-temperature forging (1050–1150°C) of 42CrMo steel billets, with repeated forging.
Purpose: To refine the grain structure, eliminate internal porosity and voids, and improve toughness and wear resistance.Cool slowly after forging to prevent cracking.
Rough machining (milling and grinding of six reference surfaces):
1.Six-sided flat grinding (reference accuracy)
The surface grinder grinds all six sides, ensuring parallelism and perpendicularity of ≤ 0.01 mm/100 mm. Establish a permanent reference angle (engraved or marked), and use this as the zero point for all subsequent processes.
2.Rough Milling of the Outer Shape (CNC / Machining Center)
Mill the basic contours of the upper and lower dies, as well as the clearance areas, screw holes, and pin holes (drill the holes before heat treatment).
Allow a 0.3–0.5 mm finishing allowance.
Heat Treatment (Key Factors: Hardness + Toughness):
1. Quenching: Oil quenching at 850–870°C, achieving a hardness of HRC 54–58.
2. Tempering: Holding at 480–520°C for 2–4 hours to stabilize the hardness at HRC 52–56, eliminate internal stresses, and prevent deformation and cracking.
3. Hardness testing: Each piece is tested individually using a Rockwell hardness tester; non-conforming pieces are rejected.
Finishing (critical for precision):
1. Precision Grinding of Six Faces + Cutting Edges (Surface Grinding / Profile Grinding)
Precision grinding of all working surfaces, cutting edges, and V-grooves on the upper and lower dies.
Accuracy: Dimensional tolerance: ±0.01–±0.02 mm. Straightness: ≤0.01 mm/m. Surface roughness: Ra 0.4–1.6 μm.
2. Wire EDM / Spark Erosion (Complex Shapes)
Slow-wire EDM for gooseneck dies, special R-corners, and irregular grooves (accuracy: 0.005 mm).
3. Drilling / Tapping (Assembly Holes)
Finishing of quick-release holes, locating pin holes, and screw holes.
Surface treatment (wear-resistant + rust-proof):
1. Polishing: The cutting edge and V-groove are polished to a surface roughness of Ra ≤ 0.8 μm to minimize indentations and material pull.
2. Blackening / Chrome Plating / Nitriding:
Blackening: Standard rust prevention.
Nitriding: Higher surface hardness and wear resistance (for high-end dies).
Chrome Plating: Anti-stick and rust-proof, used for bending stainless steel.
Inspection (100% inspection; mandatory prior to shipment):
1. Dimensional Accuracy: Measure angles and R-radii using calipers, micrometers, height gauges, and a projector.
2. Hardness: Re-inspect using a Rockwell hardness tester.
3. Straightness / Parallelism: Use a straightedge and dial indicator.
4. Appearance: No cracks, no chipping, no burrs.
5. Bending Test (Random Inspection):
Perform a 90° bend test using a sheet of corresponding thickness; angular error ≤ ±0.3°.No indentations or material deformation.
Core Principles:
The upper die presses down while the lower die supports the sheet, bending the steel or stainless steel sheet into shapes such as 90-degree angles, arcs, and U-shapes. These are the “forming tools” of a CNC press brake.
Analysis of the Division of Labor Between Upper and Lower Dies:
1. The upper die (punch) is mounted on the slide of the press brake and is responsible for applying downward pressure.
· Standard straight-tip die: Used for standard 90° right-angle bends;
· Gooseneck die: Used for bending high-sided boxes; it avoids colliding with previously bent edges (for clearance);
· Radius die: Used for smooth rounded corners; does not produce sharp angles.
2. The lower die (concave die) is secured to the machine table to support the sheet metal and define the slot.
· Single V: A single V-shaped slot, offering high precision and suitable for mass production;
· Double V / Multi-V: Different slot widths on two or four sides, allowing for easy switching between sheet thicknesses without changing the die;
· No-mark die: Equipped with rubber pads or ball bearings, leaving no marks when bending stainless steel or aluminum sheets.
Key Parameter Analysis:
1. V-Groove Width: The sheet thickness determines the V-groove of the lower die. The general industry rule is that the thicker the sheet, the wider the V-groove must be; otherwise, the sheet may crack or the bending angle may be inaccurate.
2. Hardness and Material Analysis: The mainstream material is 42CrMo, quenched to HRC 52–56. It is sufficiently hard, resistant to punching, and less prone to chipping or deformation, making it suitable for long-term, high-volume bending operations.
Analysis of the Root Causes of Common Issues:
· Bend angles vary widely: Die wear, machine parallelism deviation;
· Indentations on the sheet surface: Direct contact with standard steel dies; no rubber padding or indentation-free dies used;
· Excessively large bend radius (R): The lower die’s V-groove is too wide; simply replace it with a narrower groove.
Specialized Dies for HOGI CNC Press Brakes: Key Benefits:

1. High bending precision and consistent forming quality
Precision grinding + heat treatment for dimensional stability ensures accurate bending angles, uniform radii, and consistent workpiece dimensions, resulting in batch production free of size variations or angular deviations.
2. High hardness, wear-resistant, and durable
Made from alloy steels such as 42CrMo, quenched and tempered to HRC 52–56, these dies offer excellent impact resistance, are resistant to chipping and wear, and maintain their shape well. They provide a long service life, reducing the costs associated with frequent die changes.
3. Highly versatile and widely compatible
We offer a complete range of standard upper and lower dies, multi-V dies, gooseneck dies, and arc dies, suitable for carbon steel, stainless steel, aluminum sheet, and galvanized sheet—capable of bending both thin and thick sheets.
4. Smooth surface finish with no indentations on the workpiece
The mold’s working surface is precision-ground and polished, and combined with a non-marking die and rubber pad design, it ensures no indentations or scratches are left on the sheet metal during bending, making it ideal for high-end sheet metal and stainless steel decorative components.
5. Suitable for bending complex workpieces
The gooseneck upper die allows for clearance during bending, enabling the one-step forming of tall enclosures, deep U-shaped parts, and irregular parts with multiple flanges. This eliminates the issues of edge collisions and failed bends that occur with standard dies.
6. Consistent precision and resistance to deformation
Thanks to integral forging and stress-relief treatment, the product resists warping even under long-term heavy-duty bending and maintains its precision, meeting the high-precision production requirements of CNC press brakes.
7. Modular design for easy assembly and use
The standard modular design allows for flexible length combinations. It can be quickly assembled and disassembled, making it easy to switch between sizes without having to remove the entire unit, which saves time and effort during setup.
8. Customization for Non-Standard Designs
We can customize special angles, special R-radii, forming dies, and irregular groove dies based on customer drawings to meet specific sheet metal forming requirements.
9. High Adaptability
Compatible with CNC press brakes from various brands, and compatible with standard quick-change clamps, mechanical clamps, and hydraulic clamps. Highly versatile and easy to replace.
#Hogipressbrake #pressbrakedie #pressbraketools #hogimachine